2023-02-10大型铝合金精锻件的使用技术
铝锻造是利用锻造机械对铝坯料施加压力,使其产生塑性变形,从而获得具有一定机械性能、形状和尺寸的锻件的一种加工方法。它是锻压(锻造和冲压)的两大组成部分之一。 该工艺用于大型铝合金精锻件,可消除铸态气孔缺陷,优化铝在熔炼过程中的显微组织。同时,由于
了解详情




铝锻造是利用锻造机械对铝坯料施加压力,使其产生塑性变形,从而获得具有一定机械性能、形状和尺寸的锻件的一种加工方法。它是锻压(锻造和冲压)的两大组成部分之一。 该工艺用于大型铝合金精锻件,可消除铸态气孔缺陷,优化铝在熔炼过程中的显微组织。同时,由于
了解详情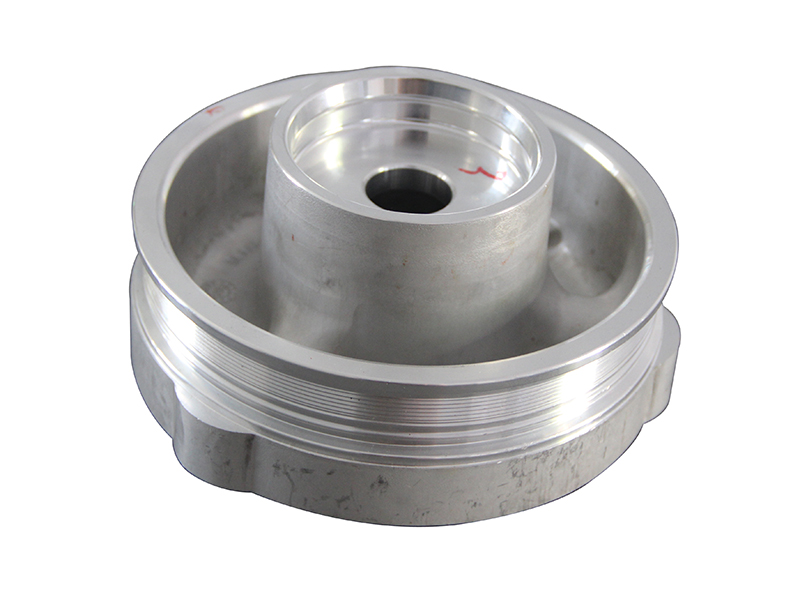
淬火铝合金的强度和硬度随时间显著增加的现象称为时效,也称铝合金时效硬化。这是强化铝合金锻件的重要方法之一。影响铝合金锻件时效强化效果的因素有哪些?时效是按一定顺序进行的,强化效果受以下因素影响: (1) 时效温度。固定时效时间,对同一成分的合金而
了解详情
铝合金模锻造属于热处理强化铝合金。合金为铝镁硅和铝镁铜硅系。这两种体系的铝合金在高温下具有良好的塑性,适合制造锻件和冲压件。焊接等级为6A02(LD2)和2A14 (LD10),均为Al-Mg-Cu-Si系。 铝合金模锻造的主要强化相是Mg2Si
了解详情
新年甫至,紫气东来,万象更新。值此新春来临之际,我们怀着感恩的心情,向多年来支持和关心朗瑞的朋友们致以亲切的问候和诚挚的谢意! 在过去的2022年,朗瑞精锻有限公司通过积极推广新技术新业务,大力发展特色专科等一系列举措,有了可喜的变化
了解详情
铝合金模锻造过程中的注意事项 1.铝合金模锻造工艺包括:将材料切割成所需尺寸、加热、锻造、热处理、清洗和检验。在小规模的手工锻造中,所有这些操作都是由几个锻造者在一个小地方进行的。他们都暴露在同样的有害环境和职业危害中;在大型锻造车间,不同的工作岗位危害不同。工作条件虽然工作
了解详情
江苏朗瑞精锻有限公司


